Embalagem Retrátil: Melhorando Produtos de Alimentos e Bebidas #
A indústria de alimentos e bebidas abrange toda a jornada desde a obtenção das matérias-primas até a entrega dos produtos acabados aos consumidores. Este setor é dinâmico, adaptando-se constantemente às demandas e tendências do mercado. Dentro deste cenário, a embalagem retrátil tornou-se um componente essencial, oferecendo uma série de vantagens que apoiam tanto a eficiência operacional quanto a competitividade da marca.
Principais Benefícios da Embalagem Retrátil #
-
Proteção Forte
A embalagem segura ajuda a minimizar danos durante o transporte e preserva a qualidade do produto ao longo da cadeia de suprimentos. -
Armazenamento Otimizado
A embalagem retrátil reduz o desperdício de embalagem, maximiza o espaço de armazenamento e simplifica a logística, tornando a gestão de inventário mais eficiente. -
Promoções Flexíveis
A capacidade de agrupar produtos permite ofertas promocionais criativas, atraindo compradores e aumentando as oportunidades de venda. -
Visibilidade da Marca
A embalagem retrátil clara e bem projetada melhora a presença na prateleira, tornando os produtos mais visíveis e competitivos em ambientes de varejo.
A embalagem retrátil não apenas protege a integridade dos produtos de alimentos e bebidas, mas também eleva seu valor de mercado, ajudando as marcas a se destacarem em um mercado altamente competitivo.
Máquinas de Embalagem Relacionadas #
Uma variedade de máquinas especializadas está disponível para atender às diversas necessidades de embalagem da indústria de alimentos e bebidas. Explore as seguintes soluções:
 Seladoras Automáticas em L TY-7008, TY-7112, TY-7212
Seladoras Automáticas em L TY-7008, TY-7112, TY-7212
 Seladora Automática em L TY-7315, Tipo Servo
Seladora Automática em L TY-7315, Tipo Servo
 Seladora Semi Automática em L TY-601 / TY-601P
Seladora Semi Automática em L TY-601 / TY-601P
 Seladora 2 em 1 em L TY-633 / TY-633P com Túnel de Encolhimento
Seladora 2 em 1 em L TY-633 / TY-633P com Túnel de Encolhimento
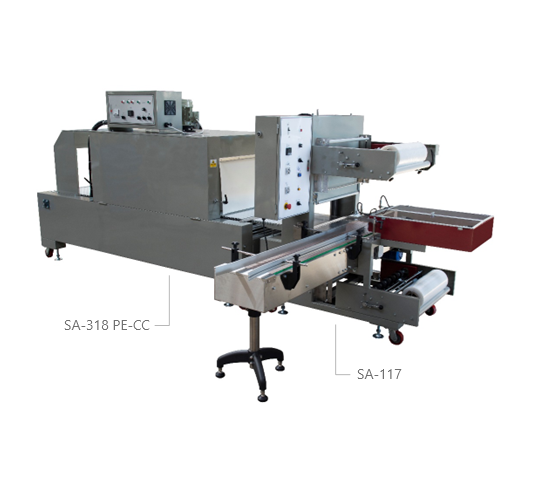 Envelopadora Sleeve SA-117 / SA-117-V, Tipo Bandeja
Envelopadora Sleeve SA-117 / SA-117-V, Tipo Bandeja
 Envelopadora Sleeve SA-116, Tipo Garrafa/Lata
Envelopadora Sleeve SA-116, Tipo Garrafa/Lata
 Envelopadora Sleeve de Alta Velocidade TY-157-CL, Tipo Garrafa/Lata
Envelopadora Sleeve de Alta Velocidade TY-157-CL, Tipo Garrafa/Lata
 Túnel de Encolhimento SA-317 PE / SA-318 PE / SA-319 PE / SA-321 PE, Série Filme PE
Seladora em Barra L TY-7008-S / TY-7112-S, Esteira de Fechamento
Túnel de Encolhimento SA-317 PE / SA-318 PE / SA-319 PE / SA-321 PE, Série Filme PE
Seladora em Barra L TY-7008-S / TY-7112-S, Esteira de Fechamento
 Túnel de Encolhimento SA-313 POF / SA-316 POF / SA-317 POF / SA-318 POF / SA-319 POF, Série Filme POF
Túnel de Encolhimento SA-313 POF / SA-316 POF / SA-317 POF / SA-318 POF / SA-319 POF, Série Filme POF
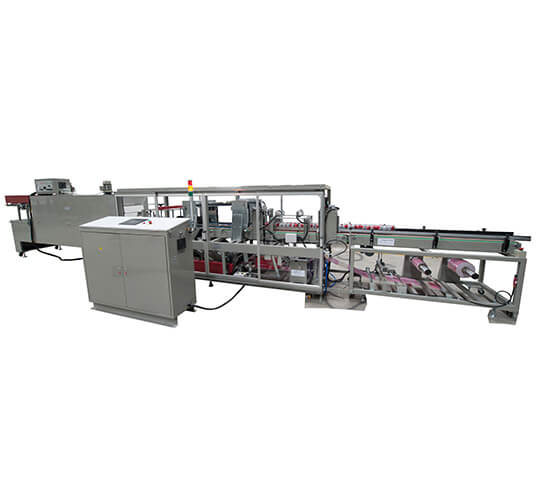
 Máquina Automática de Embalagem Envelopadora Sleeve SA-106-1 / SA-106-2
Máquina Automática de Embalagem Envelopadora Sleeve SA-106-1 / SA-106-2
 Envelopadora Sleeve com Controle Servo TY-136, Tipo Bandeja
Envelopadora Sleeve com Controle Servo TY-136, Tipo Bandeja